Within the context of the worldwide supply chain environment in 2026, innovation within hardware technology and OEMs will confront a critical barrier between the need for localized and volume manufacturing and the realities posed by complex metal stamping technology. The desire for growth through business and economy is always impeded by costly tool amortization, excessive materials waste, and persistent quality problems such as cracking, spring back, and dimensional instability.
This problem is rooted in an even deeper issue involving lack of technical intervention into the design process. This means that many companies lack the technical ability to simulate future problems and perform proper DFM engineering during their product design stage.
Why are Protolabs and Fictiv the Benchmark for Digital On-Demand Advanced Metal Stamping in Rapid Prototyping?
Protolabs and Fictiv have transformed the rapid pace at which hardware can be developed early in the process through the creation of a digital ecosystem for advanced metal stamping services. Their online portals have completely digitized the order process, thus raising the bar of prototyping capabilities. Digital on-demand capability becomes the crucial starting point for any design validation exercise.
- The Paradigm Shift towards Instant Prototyping: This platform works under a basic philosophy of immediacy and instant availability. Once engineers upload a 3D model, instant feedback with respect to DFM and costing is received in just a few hours, significantly reducing time spent during the quotation process. The platform is perfect for low volume, easy to moderate complex bracketry, enclosures, or prototyping, where immediacy of a prototype is most important.
- Automated Quoting as a Development Acceleration Tool: This is where the real benefit of their technology comes in. Their automated quoting tool will analyze the geometry, material, and quantity to give a quote almost instantly. It’s through this process that different ideas can be tested economically, making it possible to reduce development cycles through data-driven decision-making.
- The New Benchmark in Digital Efficiency: In situations where companies are working on new parts for proof of concept, these types of services set the standard for what’s to come in the world of digital manufacturing. It shows how easy it is to use digital technologies to streamline procurement. Nonetheless, there is no technical expertise involved in the service, making it difficult for complicated parts.
How Does Xometry and Hubs Take Advantage of Distributed Global Networks to Offset High-Volume Manufacturing Risks?
To cater for the risk involved in become large scale manufacturing, both Xometry and Hubs leverage their huge manufacturing partner network that are powered by algorithms to provide scale. Distributed manufacturing ensures that the delivery is incredibly flexible and has the full capacity to protect the company from regional and single source risks. This gives a real time example of how digitally-enabled supply chains work in practice for global business. Though, how can you be successful in a high volume stamping?
1. The Network Effect on Capacity and Flexibility
These companies benefit from using networks of several hundred pre-screened manufacturers around the world instead of relying on just one factory. Upon receiving an order to manufacture a huge volume of parts, their algorithms allow them to distribute the order across several facilities depending on real-time capacity, machines available, and location of the facilities. The very structure of such networks protects them against production risks.
2. Data-driven Matching for Optimal Sourcing
Through the use of advanced data analytics, the platforms match up the specifications required for a certain project with the best manufacturer within the network. The matching goes beyond the location factor as it takes into consideration issues such as past performance with similar products, equipment available for production and cost-effectiveness. This is aimed at optimizing both the economics and reliability of the supply chain from the buyer’s perspective.
3. Building Resilient Supply Chains
According to a report by McKinsey about trends in manufacturing worldwide, resilience and flexibility are key in achieving future competitive advantage in manufacturing. The platforms create a resilient manufacturing ecosystem by enabling organizations to ramp up or scale down production as necessary and easily switch locations without the need to qualify several suppliers traditionally.
Is it Possible for 3ERP and RapidDirect to Offer a Customized Precision Stamping Service for Unique Low-Volume Jobs?
3ERP and RapidDirect are placed in an optimal position that allows them to offer a customized precision stamping service for unique low-to-medium volume parts where full automation might prove inadequate. The core advantage offered by these providers lies in the involvement of dedicated engineers who will intervene using crucial DFM practices to avert possible tooling problems.
1. Striking a Balance between Digital and Engineering
The combination of an easy-to-use online portal and engineering services helps these providers strike a balance in handling complex parts. Following digital pricing quotations, the providers escalate complex jobs manually for further review by the engineers. This makes it possible for the engineers to assess the geometry of unique parts for possible problems like thinning of materials in case of deep draws and spring back in complex bends.
2. Technical Intervention in Case of Complex Geometries
In case of complicated geometries, it becomes important to use this kind of approach. Engineers are able to suggest changes in radius, notches, and grain orientation, which would help eliminate tearing during the work with progressive dies. This intervention creates the basis for a consultative relationship between the client and the service provider, aiming directly at minimizing scrap and reworking on small-volume production runs.
3. Flexible Approaches in Choosing Tools and Processes
They can be more flexible when choosing tools and processes than automated systems. In case of low-volume orders, they may offer more cost-efficient methods such as short-run tooling solutions, or hybrid methods, rather than progressive dies. The capability to create an optimal solution based on a particular volume, time frame, and level of complexity of the production run gives innovators a huge advantage.
Why does an Expert OEM Metal Stamping Service trump Digital Platforms in Precision Operations?
When it comes to mission critical high precision parts, the specialized know-how of a dedicated OEM metal stamping service can be truly unmatched by anything offered by digital intermediaries. Such experts have the ability to precisely control dimensional tolerance in the order of millions per cycle in terms of forming parts such as beryllium copper connectors and super thin stainless steel springs.
1. Material Science & Formation Physics
Material science and formation physics play vital roles when performing precise operations on demanding alloys. Expert OEMs have mastered the science of material physics in a way that allows them to manipulate press settings, clearance rates, and lubrication to minimize problems such as spring back and residual stress in materials such as high carbon steel or special copper alloys.
2. Closed-Loop Process Control to Achieve Zero Defects
Whereas digital platforms make transactions easier, skilled OEMs develop zero-defect manufacturing processes. In such processes, real-time measurement systems like vision inspection or force measurement technology are installed in high-speed progressive die presses. Closed-loop control makes possible the detection and correction of micron-scale defects, which demonstrates a high level of control and constant process optimization associated with genuine precision engineering partners.
3. Why Algorithmic Sourcing Is Inadequate for Critical Components?
While digital platforms are built to optimize match-making, their engineers may not have the necessary expertise to prove the formability of a rare metal alloy and the complex staging of a 20-station progressive die. In fact, for procurement managers, the understanding of physics is crucial. An insight into the science of precision metal stamping services would demonstrate that reducing invisible stress and scrap rate is achievable through skilled die design.
How does WayKen use Strategic Manufacturing Partnerships to Help their Business Grow Sustainably?
WayKen is a prime example of how a manufacturing company must have a clear strategy of utilizing strategic manufacturing partnerships. The company uses such an approach by forming close ties with local suppliers and finishers of materials. It results in the integration of the supply chain and provides WayKen with stable quality of materials and processing.
1. Formation of Cohesive Supply Chain
Real manufacturing reliability requires more than just a good press room. The WayKen manufacturing strategy includes creating strong partnerships with local mills and finishers. Such a supply chain strategy ensures that there will be not only availability of materials but their stable quality too. Thus, for example, for any automotive or electronic OEMs, it means predictability and no need to conduct regular audits.
2. Process Flow Quality and Continuity
Such partnerships facilitate the integration of process flows. For example, stamping of a component can easily be followed by sending the product to another partnered company engaged in plating, sharing common quality criteria. Such an approach is essential in the production of highly precise parts as well as in achieving just-in-time delivery in the most competitive industry segments.
3. The Value of Local Proximity
Partnerships in close proximity eliminate complications and delays linked to the shipment of sub-assemblies or processes internationally. Even more significantly, they allow engineers to visit partners easily when needed to fix problems, develop innovative manufacturing processes, or conduct inspections of products or processes at partner’s premises, thus creating an efficient production system that cannot be matched by any transactional network.
Have You Designed Your Hardware in a Way That Is Optimized for High Volume Stamping With No Compromises in Tolerance Control?
The answer is to design the parts for manufacturability right from the beginning. You have to optimize your design to allow for some of the things like bend radius, hole to edge separation and even strip layout so that there can be no waste and repeatability assured. And of course you have to be more than strict about some very tight standards like the ASME Y14. 5 while specifying tolerances.
1. Designing for Manufacturing from the Get-Go
Good design for stamping entails knowing what a die offers and what it lacks as far as design constraints and capabilities are concerned. This implies defining the correct bend radius based on the material thickness so as not to crack the material, leaving enough material bridges between the parts to maintain strip structural integrity, and designing forms and lances that could easily be sheared off and ejected.
2. The Importance of Strip Layout Optimization
Material efficiency is one of the major sources of savings in stamping costs. An experienced stamping engineer will determine the optimum nesting layout of the part on the coil stock to ensure minimum amount of scrap. Such optimization will decrease cost of the part immediately. Additionally, a good strip layout will guarantee proper feed of material through the progressive die, which helps to keep the parts dimensionally stable and avoids mis-hits.
3. Tolerance Stack-Ups and Proper GD&T Application
For successful mass manufacturing of functional assemblies, tolerances must be carefully controlled. It is not enough to specify close tolerances along linear dimensions. Applying the concept of Geometric Dimensioning and Tolerancing (GD&T) according to ASME Y14.5 standard helps to clearly indicate allowable variation of parts’ form, orientation and location to datums. Such approach makes sure that the part will perform properly despite of its tolerance limits and provides a clear guideline for its measurement.
Also Read: How a Medical Loan Can Save You Without Draining Your Savings
Why Are Structured Technical Skills and Training Needed To Operate Multi-Stations Progressive Dies?
Operating and managing multi-station progressive dies require a very skilled labor force due to technical skills involved. It will be impossible to maintain high levels of micrometric accuracy throughout many thousands of die strokes without the help of well-trained and certified experts. Spending on building such teams guarantees complete protection from the high costs associated with equipment failures and scrap products.
- The Precision of Die Setup and Maintenance: The progressive die can be called an extremely precise mechanism requiring an intricate alignment process. It includes the alignment of all stations and setting up of proper tonnages and shut height. In addition to the practical side, it requires a lot of analytical knowledge about what effect does each setting have on part quality. Preventative maintenance, based on the schedule of die stroke count, is very important for avoiding unexpected failures.
- Real Time Process Monitoring & Problem Solving: Despite optimal configuration, factors such as variable material lot or even temperature changes may affect manufacturing. Experienced operators make use of real time process monitoring techniques such as listening to sounds, measuring dimensions of parts through Statistical Process Control, and inspecting punch tips to detect problems such as galling, burring, or misfeeding while they arise. Such a proactive problem solving approach is one feature which sets a high reliability process apart from those with unexpected downtime.
- Importance of Certified Manufacturing Knowledge: Society of Manufacturing Engineers (SME) offers credentials that prove the expertise and skill levels of an operator in tooling, machining, and process control. An investment in certified technical knowledge and training is definitely a good strategy. This way, the intricate knowledge needed to conduct a stamping process will be institutionalized instead of being solely based on tribal knowledge.
In What Ways Does LS Embed Multilayer Compliance in Their Precision Engineering Services?
In situations where there is a very costly price tag attached to non-compliance, then the engineering itself needs to include the compliance as part of the solution. At LS, this is demonstrated through the incorporation of several layers of compliance standards into their manufacturing process, namely AS9100D, IATF 16949, ISO 9001, and ISO 14001. This builds an environment where reliability through zero defects in performance is guaranteed through traceable processes.
1. Establishing a Culture of Process Discipline
Certification is not everything, but living by them is something else altogether. In this case, it means that processes will be governed by standards where preventive maintenance records, material certification and tracing, first article inspection, and controlled process flow are required. The discipline in doing these makes sure that all the strokes done on the high-speed press are strictly controlled.
2. Closed Loop Quality Systems and Traceability
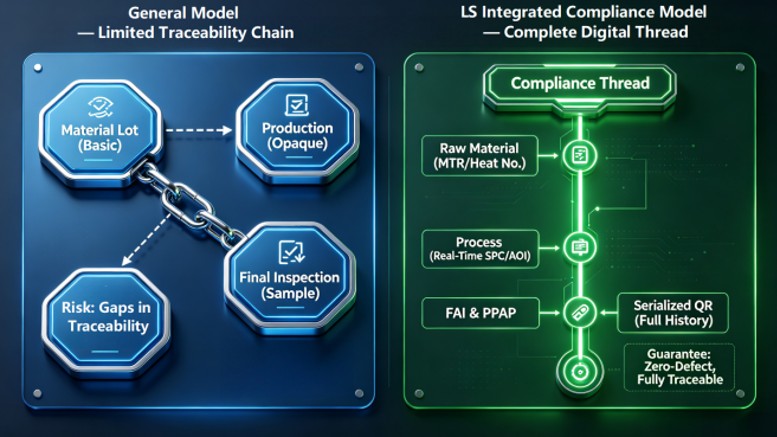
Not only culturally but also technologically, integration has been accomplished. AOI systems will give 100 percent inline dimensional verification, allowing adjustment of press parameters through feedback into a closed loop. All parts can be traced back not only to their unique production runs but also to their particular material heat lots and inspections. These systems will give you the proof required by any industry requiring regulatory compliance, making quality more than just paperwork.
3. The Strategic Outcomes of Global Procurement
In the case of a global procurement manager, such a system eliminates all possible risks from the whole supply chain. Cooperation with the facility of such integrated compliance will help to avoid any possible line-down cases or even batch recall operations. In order to be able to eliminate all possible blind spots regarding the capabilities of the supplier, cooperation with the facility of such integrated certification of custom metal stamping parts is needed.
Conclusion
In conclusion, assessing the world market of metal stamping at a high volume scale in 2026 involves much more than comparing the tonnage and cost estimates. The key to real collaboration is an advanced understanding of engineering behind metal stamping, such as a sophisticated die design, early-stage DFM analysis, and mistake-proofing capabilities. Through carefully assessing the business models of the eight listed companies, the global purchasing staff will be able to break the information barrier and achieve micrometer-level accuracy while systematically cutting off up to 30% of hidden costs and technical risks.
FAQs
Q1: How do I check a high volume metal stamping service provider’s consistency?
A: Check whether it uses a real-time SPC control chart on-site to measure the consistency of processes, besides having certifications such as IATF 16949. In addition, the proof of consistency is evident from real-time data recorded by automated optical inspection machines in each and every production lot and not mere sales pitch.
Q2: How does multi-station progressive dies stamping make such a huge difference in savings compared to using stage dies tooling?
A: Progressive stamping involves the simultaneous performing of forming, piercing and cutting process in one die instead of doing each operation in a separate stage die tool. The elimination of handling, positioning, and accumulation of tolerances from individual tooling greatly increases cost saving as seen in smart manufacturing principles by up to 30% at least.
Q3: What are the primary quality risks associated with sourcing custom metal stamping components from general digital agents?
A: The biggest risk lies in insufficient manual DFM assessment. Automatic checks can be unable to catch formability problems, such as stresses concentrated in thin walls and dynamic spring-back from severe bending, and thus create a lot of waste. Geometrical tolerance-controlled parts require direct interaction with the engineer of the manufacturer.
Q4: How do Quality Management Systems ensure quality of low-volume precision stamping services for alloyed materials?
A: Strict adherence to QMS guarantees preventive tool maintenance and full material traceability with certified test reports. That means that all possible variations of the process, starting from the quality of the raw materials and ending with the state of the dies during manufacturing, are under control. Such systematic control allows minimizing defects to parts per million rate.
Q5: Is it possible that industrial services in China can ensure tight surface finish and no flash tolerance in working with high-strength materials?
A: Definitely. The best-certified service providers are capable of doing this using highly sophisticated servo press machines and EDM manufactured dies. Through use of nitrogen die cushions and observing global dimensional geometry standards, they guarantee tolerances of ±0.01 mm.
Author Bio
The above technical analysis has been provided by the precision manufacturing engineering specialists of LS Manufacturing. Operating from a digitally enabled manufacturing facility which is fully accredited to the stringent quality management systems of aerospace AS9100D and automotive IATF 16949, the company excels in providing zero-defects high volume progressive die stamping for high technology, electric vehicles and new energy hardware applications globally. Get a valuable DFM analysis and accurate quotation from their experienced engineers by uploading your 3D CAD models today!